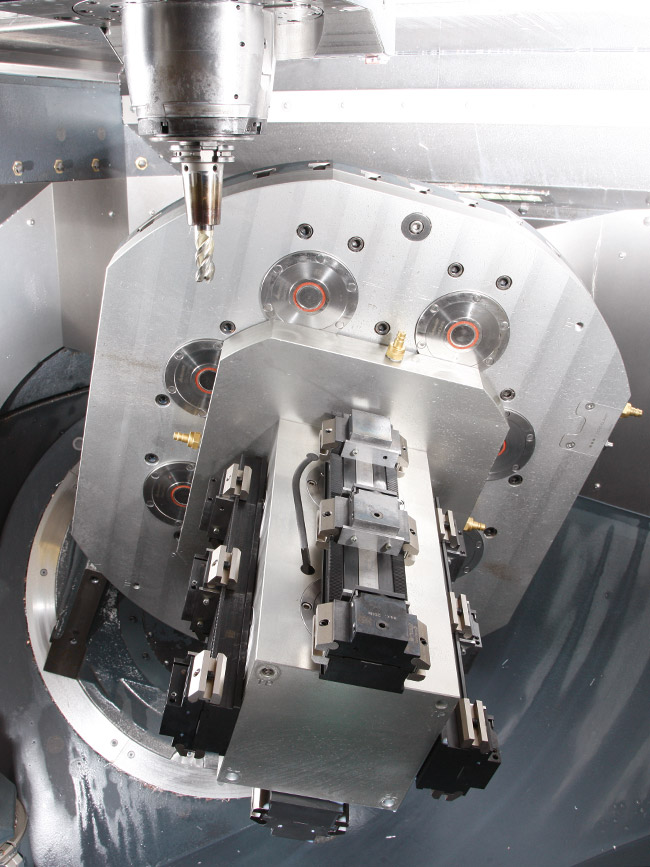
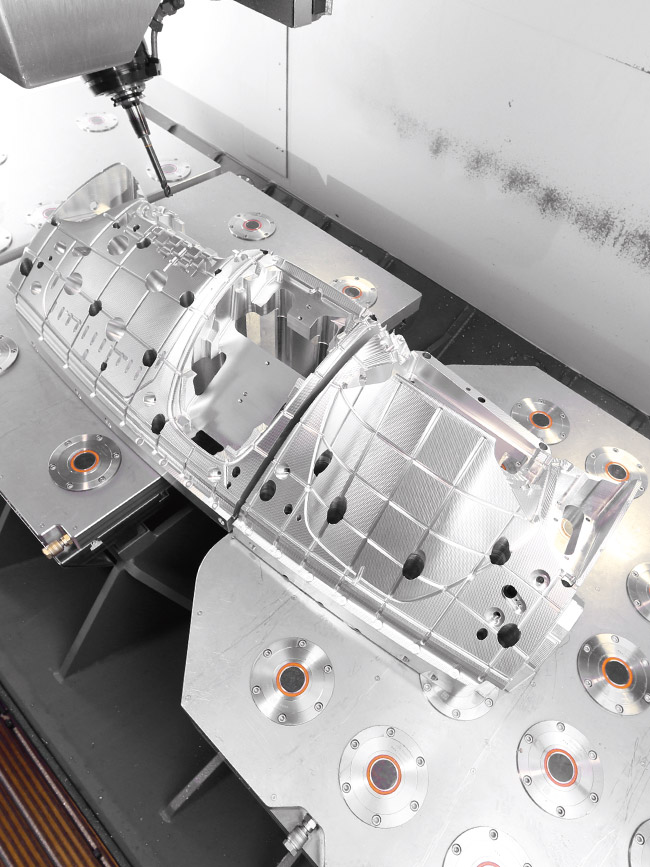
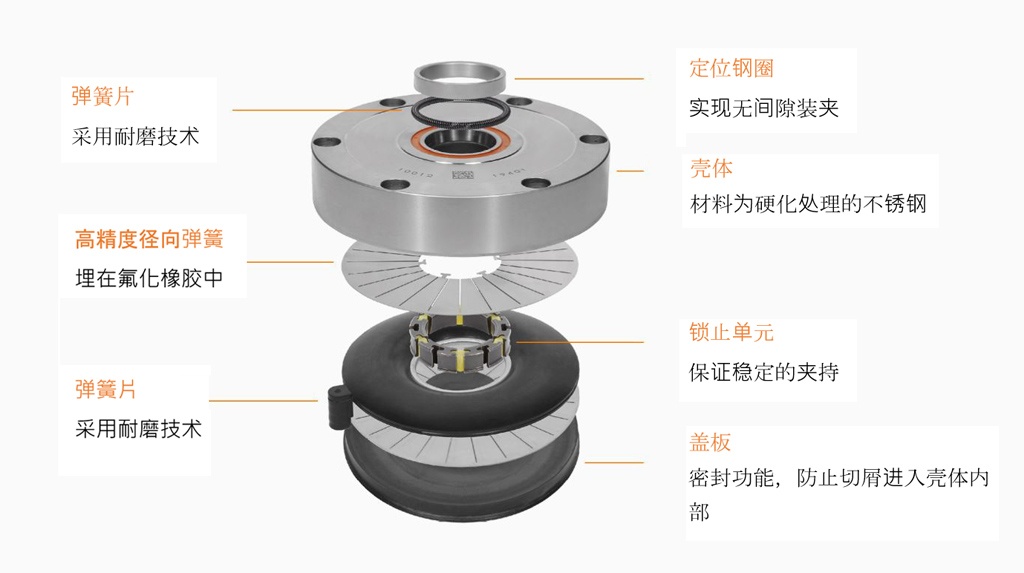
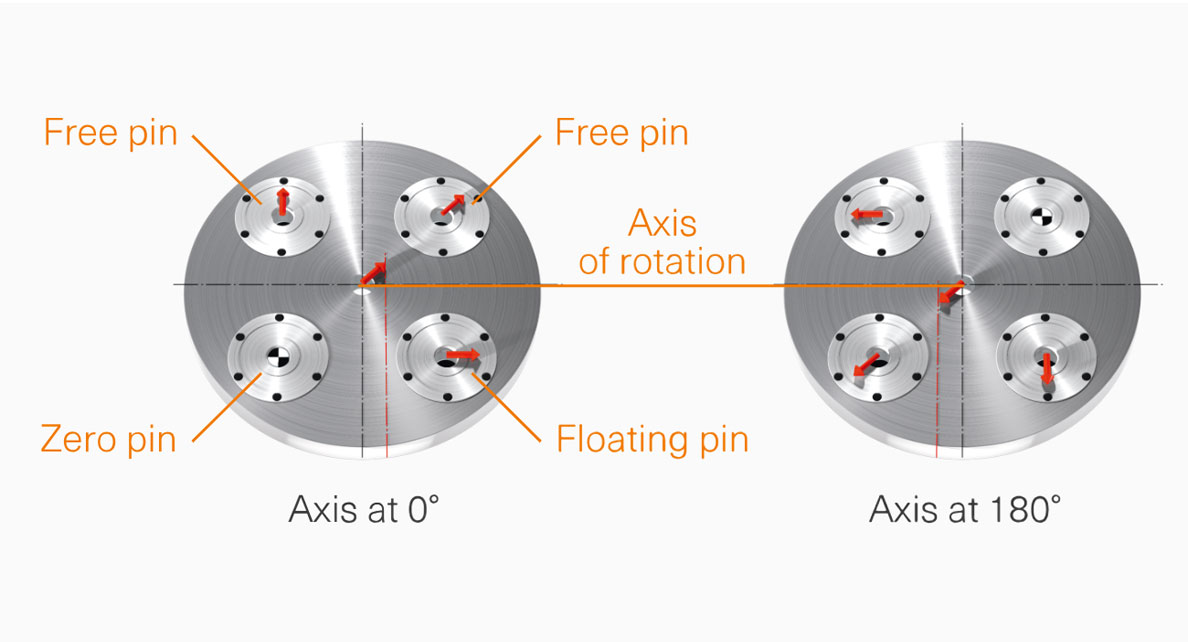
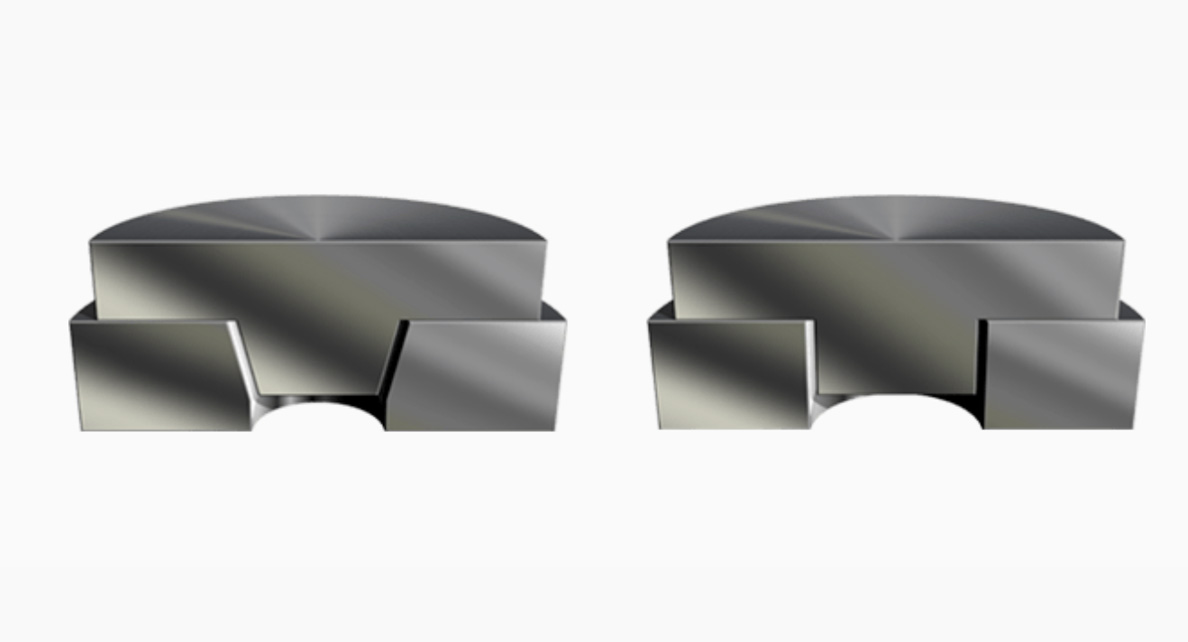
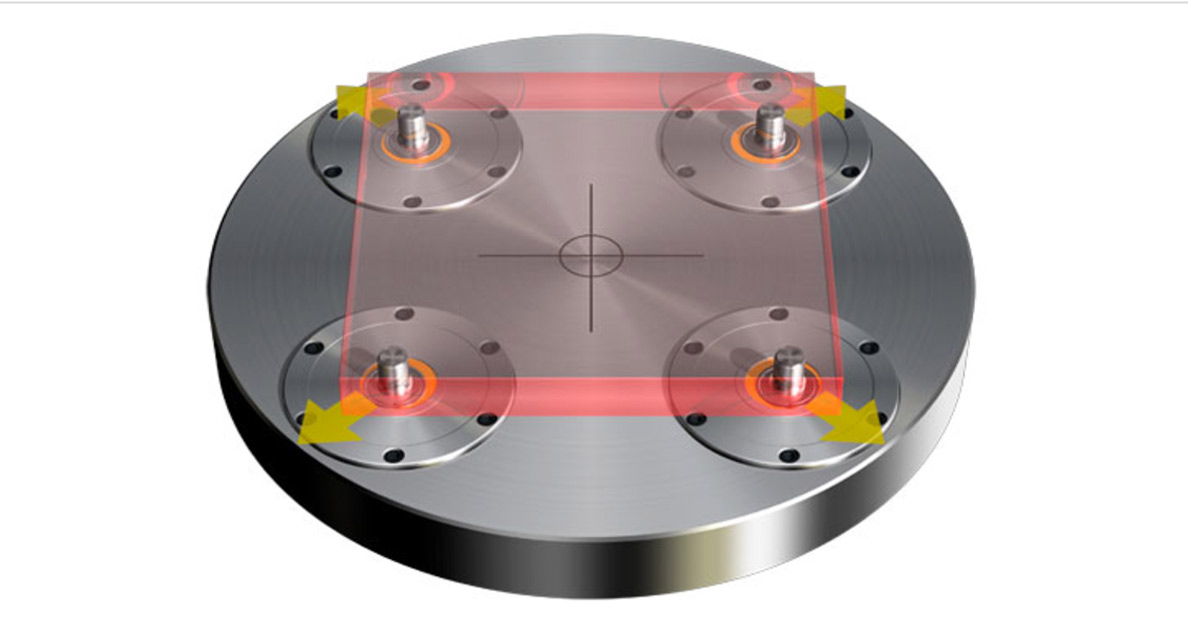
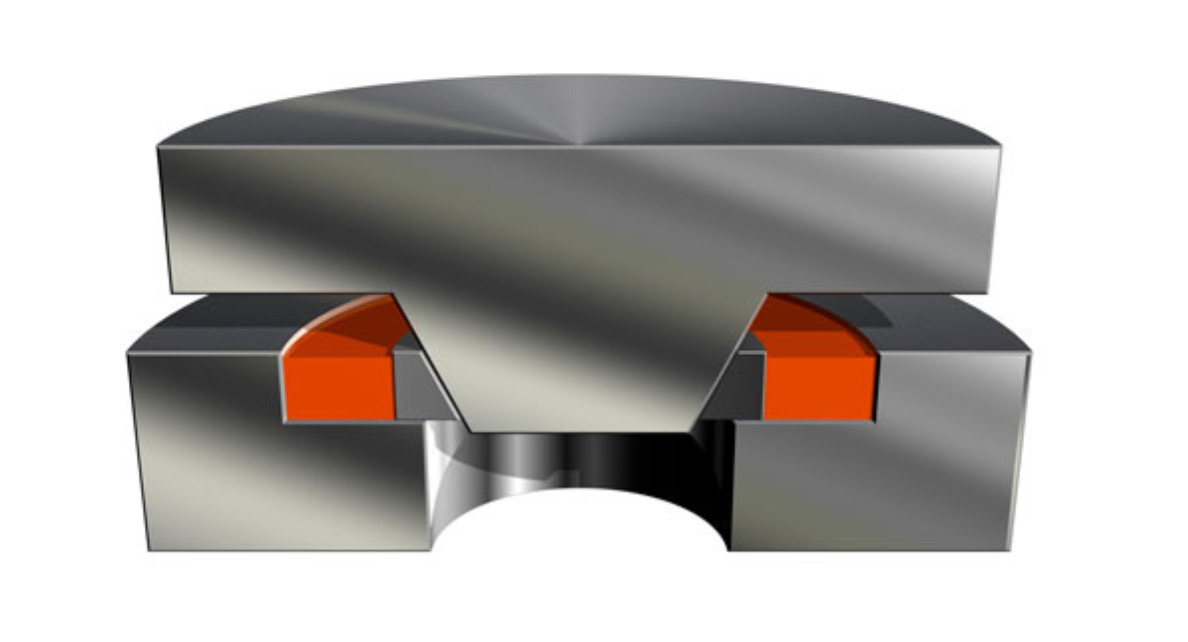
零点定位系统 ZeroClamp 零点定位系统是传统T型槽工作台的完美替代品:加工辅助时间将大大缩短,机器的实际加工效率将获得显著提升。 零点定位系统保证了整个生产过程中最大的灵活性和工艺的可靠性。 我们的零点定位系统既可以保证高夹紧力又能达到高精度! 简单易用最高精度重复定位精度小于 2.5μm。简单的组件只需一种类型的定位拉钉。决定性的优势热对称性。拉钉上没有棱角无比顺畅的子母板对接和移除动作。标准接口适用于铣削,车削至三坐标测量的整个加工环节。 -90 % 最多节约的机台辅助时间 + 330 h 每年增加的主轴运行时间 节约 每年 29700 欧元 假设:2次工装更换/班次; 2个班次/工作日; 220 个工作日/年; 机器每小时费用为 90€。 两种装夹过程对比 使用传统夹具时的准备过程 用时 100% 1. 清洁机床工作台2. 清洁夹紧面3. 通过T型螺母定位4. 校准5. 通过紧固螺钉固定6. 获得加工零位7. 开始程序8. 结束程序. 缺点:中断加工后(工件完全从工作台上移除),继续加工几乎是不可能的.→ 机器暂停或者废弃工件 使用 ZeroClamp 夹具时的准备过程 用时 Zeitbedarf 10% 1. 降低清洁机床工作台的时间2. 清洁夹紧面节省了主要的耗时步骤!3. 开始程序4. 结束程序 优点:可随时中断加工,不需要花费装夹找正时间.→ 继续使用机器 为您的生产加工带来便利 铣削加工 拉钉拧入零件本体上的工艺孔,零件通过拉钉直接装夹在零点基座上。实现快速且精准的换料动作(也可以跨机器实现快换功能)。 车削加工 通过使用经动平衡处理的零点基座,也可最大提升车床的实际加工效率。 放电加工 即使在水下或电介质中也具有可靠的功能。零点基座设有专门的排水孔,以便在夹紧盘开合过程中液体能够排出。 质量检测 在质检环节,辅助时间也是影响测量节拍的主要因素。借助零点定位系统,我们可以大幅缩短这些辅助时间。 随时中断加工过程,工件从机床上快速切换至三坐标上进行测量(无需移除拉钉),然后继续加工。 核心部件简单的结构,超高的重复定位精度,我们保证至少 100 万次的使用寿命!气动系统: 只需5,5bar 压缩空气,便可打开夹紧盘,解锁拉钉。 相比: 传统的零点定位系统 在热膨胀情况下,难以实现中心补偿功能 Classical systems - Click to enlarge image 定位零点发生不确定的位置改变 间隙过大 Classical systems - Click to enlarge image 通过圆柱或圆锥间隙配合来实现定位。 Ø 35 h5/H5 = 22 µm. ZeroClamp 零点定位系统的精度和热膨胀对称补偿功能 热对称,位于机台中心不变 的零点 ZERO CLAMP - Click to enlarge image 热膨胀始终向旋转轴心进行补偿。零点在工作台的中心保持不变。每个夹紧盘可以补偿 ± 0,05 mm 的间距误差。 极高的精度,无间隙配合 ZERO CLAMP - Click to enlarge image 无间隙的弹性锥环配合,实现了2.5µm 的超高重复定位精度。装夹状态下,同时保证轴向和端面配合。 ZeroClamp 的优势 使用简单。没有定位拉钉,补偿拉钉和夹紧拉钉的区别。只需要一种类型的拉钉! 体验高精密 夹紧盘的种类 从标准夹紧盘到自动化夹紧盘 夹紧盘的夹持力从 12,5kN 至 60kN。所有尺寸的夹紧盘都有带定向孔的版本(单盘装夹使用)。 样册下载 (pdf, 23 MB) 您对我们的产品有疑问或需要个人咨询吗? 我们很乐意为您提供帮助:电话+ 49 8062 72948-0